导读
案例:轧辊作为轧钢机的关键备件,在轧钢过程中消耗量大,我国年产钢材已超过6亿t,所消耗轧辊的价值在170亿元以上。因此,采用堆焊方法修补旧轧辊,延长轧辊的使用寿命已成为我国轧钢企业降低生产成本、提高经济效益的重要举措,当原轧辊使用到报废期限时,可以进行堆焊修复。经过堆焊修复的轧辊,具有成本低、寿命长、使用效果好等特点,受到轧钢企业普遍的欢迎,也符合我国节能降耗、清洁生产、循环经济的基本国策。下图所示为采用堆焊方法修补后的旧轧辊。
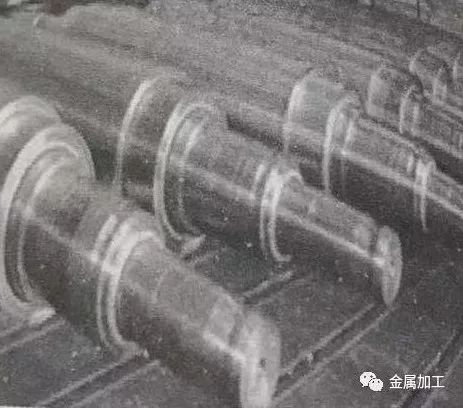
采用堆焊方法修补后的旧轧辊
随着科学技术的日益进步,各种产品机械装备逐步向大型化、高效率、高参数方向发展,对产品的可靠性和使用性能要求越来越高。材料表面堆焊作为焊接技术的分支,是提高产品和设备性能、延长使用寿命的有效手段。除了金属和合金外,陶瓷、塑料、无机非金属及复合材料等可以作为堆焊合金材料。因此,通过堆焊技术可以使零件表面获得耐磨、耐热、耐蚀、耐高温、润滑、绝缘等各种特殊性能。目前,堆焊技术大量应用于机械制造、治金、电力、矿山、建筑、石油化工等产业部门。

埋弧带极自动堆焊
堆焊的特点与分类
(1)堆焊的特点
堆焊是采用焊接方法将具有一定性能的材料熔敷在工件表面的一种工艺过程。堆焊的目的与一般焊接方法不同,不是为了连接工件,而是对工件表面进行改性,以获得具有耐磨性、耐热性、耐蚀性等特殊性能的熔敷层,或恢复工件因磨损或加工失误造成的尺寸不足。这两方面的应用在表面工程学中称为修复与强化。下图所示为堆焊后的零部件表面。
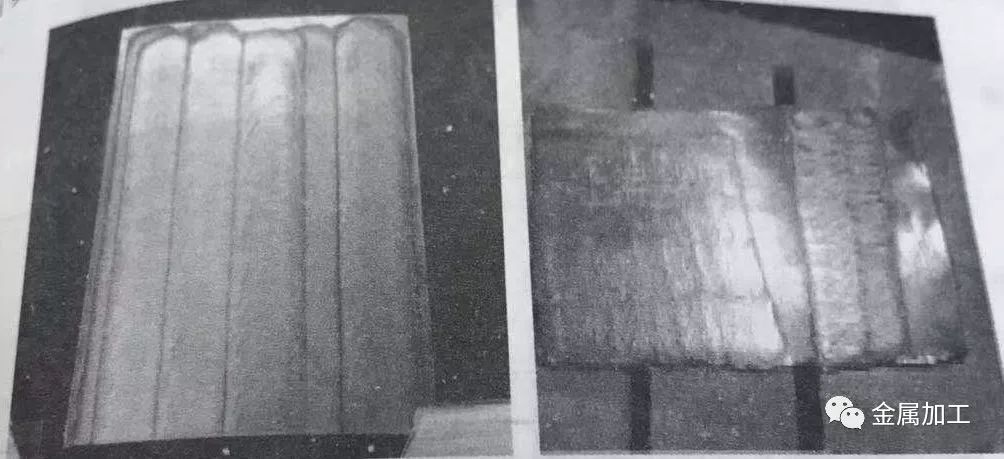
堆焊后的零部件表面
堆焊方法较其他表面处理方法具有的优点是:
1)堆焊层与基体金属的结合是冶金结合,结合强度高,抗冲击性能好。
2)堆焊层金属的成分和性能调整方便,一般常用的焊条电弧焊堆焊焊条或药芯焊条调节配方很方便,可以设计出各种合金体系,以适应不同的工况要求。
3)堆焊层厚度大,一般堆焊层厚度可在2~30mm内调节,更活合于严重磨损的工况。
4)节省成本,经济性好。当工件的基体采用普通材料制造,表面用高合金堆焊时,不仅降低了制造成本,而且节约了大量贵重金属。在工件维修过程中合理选用堆焊合金,对受损工件的表面加以堆焊修补,可以大大延长工件使用寿命,延长维修周期,降低生产成本。
5)由于堆焊技术就是通过焊接的方法增加或恢复零部件尺寸,或使零部件表面获得具有特殊性能的合金层,所以对于能够熟练掌握焊接技术的人员而言其难度不大,可操作性强。

电渣带极自动堆焊
(2)堆焊的分类
堆焊技术是熔焊技术的一种,凡属于熔焊的方法都可用于堆焊。常用堆焊方法的分类见表。目前应用最为广泛的是焊条电弧堆焊和氧乙炔火焰堆焊。
常用堆焊方法的分类
堆焊的用途
作为焊接领域中的一个分支,堆焊技术的应用范围非常广泛,堆焊技术的应用几乎遍及所有的制造业,如矿山机械、输送机械、治金机械、动力机械、农业机械、汽车、石油设备、化工设备、建筑以及工具模具及金属结构件的制造与维修中。通过堆焊可以修复外形不合格的金属零部件及产品,或制造双金属零部件。采用堆焊可以延长零部件的使用寿命,降低成本,改进产品设计,尤其对合理使用材料(特别是贵重金属)具有重要意义。
按用途和工件的工况条件,堆焊技术的应用主要表现在以下几个方面:
(1)恢复工件尺寸堆焊
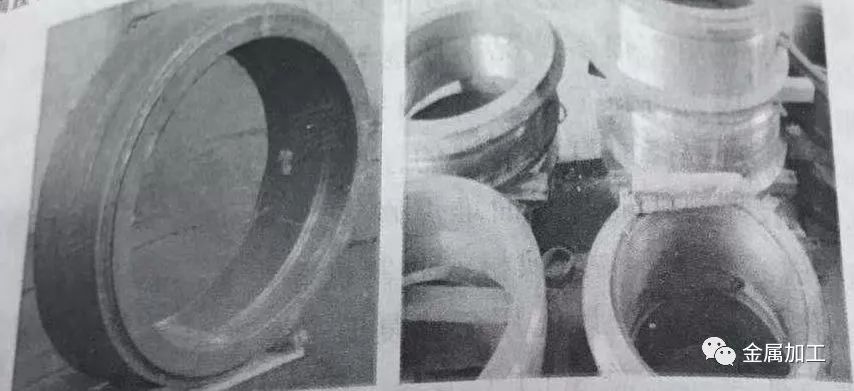
由于磨损或加工失误造成工件尺寸不足,是厂矿企业经常遇到的问题。用堆焊方法修复上述工件是一种常用的工艺方法,修复后的工件不仅能正常使用,很多情况下还能超过原工件的使用寿命,因为将新工艺、新材料用于堆焊修复,可以大幅度提高原有零部件的性能。如冷轧辊、热轧辊及异型轧辊的表面堆焊修复,农用机械(拖拉机、农用车、插秧机、收割机等)磨损件的堆焊修复等。据统计,用于修复旧工件的堆焊合金量占堆焊合金总量的72.2%。

利用堆焊技术修复的冷轧辊
利用堆焊技术修复的辊胎和辊皮
(2)耐磨损、耐腐蚀堆焊
磨损和腐蚀是造成金属材料失效的主要因素,为了提高金属工件表面的耐磨性和耐腐蚀,以满足工作条件的要求,延长工件使用寿命,可以在工件表面堆焊一层或几层耐磨或耐蚀层。工件的基体与表面堆焊层选用具有不同性能的材料,能制造出双金属工件。由于只是工件表面层具有合乎要求的耐磨,耐蚀等方面的特殊性能,所以充分发挥了材料的作用与工作潜力,而且节约了大量的贵重金属。
工件表面堆焊耐磨或耐蚀层一
(3)制造新零件
通过在金属基体上堆焊一种合金可以制成具有综合性能的双金属机器零件。这种零件的基体和堆焊合金层具有不同的性能,能够满足两者不同的性能要求。这样能充分发挥材质的工作潜力。例如,水轮机的叶片,基体材料为碳素钢,在可能发生气蚀部分(多在叶片背面下半段)堆焊一层不锈钢,使之成为耐气蚀的双金属叶片;在金属磨具的制造中,基体要求强韧,选用价格相对便宜的碳钢、低合金钢制造,而刃模要求硬度高、耐磨,采用耐磨合金堆焊在模具刃模部位,可以节约大量贵重合金的消耗,大幅度延长模具的使用寿命。
工件表面堆焊耐磨或耐蚀层二
本文内容摘自机械工业出版社图书《金属表面处理技术》(点击购买),由金属加工整理,如需转载请联系金属加工微信公众号(ID:)。


 有些娱乐项目比较危险
有些娱乐项目比较危险



 事情经过
事情经过
添加新评论