本结构的设计来源于客户指定浇口位置且浇口位置筋位不能取消的某盖板产品,为了满足客户要求及保证产品质量而探索设计的专用性结构。限于笔者的设计工作经验与见识,设计结构或许存在不合理的地方,拿出来主要想跟各位朋友共同探讨,探寻更加合理的适用结构,以此抛砖引玉,欢迎各位同仁不吝赐教。
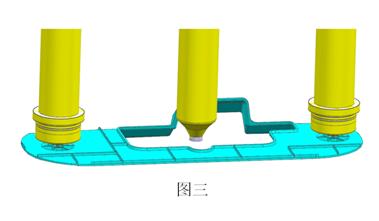
客户指定在图中红色箭头指示位置放置顺序阀浇口直接点在产品中间圆柱位置,如图一所示。浇口放置位置周圈筋位较深且相对复杂,(如图二)通常情况下需要通过司筒进行顶出。因为此模具热流道阀体占据了原本设计司筒结构的位置,所以需要选用其他形式顶出结构。
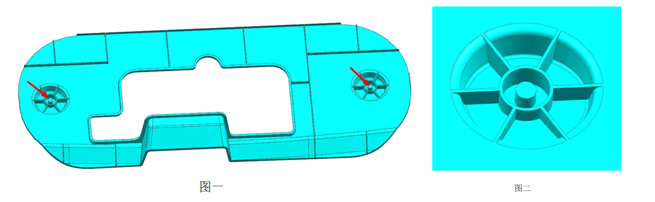
为了保证模具顶出的可靠性,采用在热流道阀体两侧增加直顶的形式以保证产品筋位的稳定脱模。此时顶块的分型有两种选择,第一种在产品圆台周圈分型,第二种将顶块分型线做到中间圆圈位置。
方案一两个顶块对产品大平面进行顶出,此种分型结构简单但是无法保证中间圆圈结构的顺利脱模,在产品脱模过程中容易出现顶白等缺陷。方案二顶出效果稳定能保证产品外观效果,但是存在圆圈外周筋位与顶块一起脱模需要进行二次脱模,结构相对复杂。
为保证产品质量与模具开模顶出后的脱模效果,产品两侧的阀体各设计一组二次顶出顶块结构。由于顶出位置较为集中且顶出点较少,为降低模具开发成本故不采用通用三个顶出版加顺序开模锁扣结构,而采用弹簧弹力顶出,等高螺丝限位,顶针板压力复位的简易二次顶出结构。
常见模具的简易二次顶出弹板结构通常将弹板设置于底板与顶针底板之间,弹板与底板之间放置弹簧,从底板锁等高螺丝。然而此结构并不适用于倒装模具。倒装模具顶针底板与底板之间有热流道板。二次顶出结构附近的热流道本体在热流道板上的结构会对顶杆螺丝的拆卸起到遮挡作用,不利于钳工同事对模具的拆装。
模具的拆装的便利性也是每一位模具设计师在设计过程中必须要提前考虑的。很多问题如果能在设计阶段发现并进行解决其成本是最低也最美观的。一种新结构的设计需要设计师反复思考动作的可靠性与可行性,与此同时也要考虑结构的与模具其他结构的配合与拆装,尽量避免未知异常的产生。
本套倒装模具的热流道板与底板需要整体拆装,如果将二次顶出板结构与热流道板通过等高螺丝的连接将增加后期拆模的困难。因此在设计上将热流道板与底板作为一个独立的单元与顶出系统相独立。此二次顶出结构原理是弹簧将固定顶块的弹板弹开,再通过限位螺丝限制弹板顶出距离。
在结构中我们可以看到热流道板需要可靠提供的是一份推力,这个推力可以不需要任何连接即可实现。弹板结构的大概位置可以通过等高螺丝固定,并提供顶块弹出过程中弹簧固定端的支撑力。热流道板与底板拆开后,二次顶出结构在等高螺丝1的作用下与顶针板顶针面板以及后模板连接形成一个整体单元,方便拆模与保养维修。
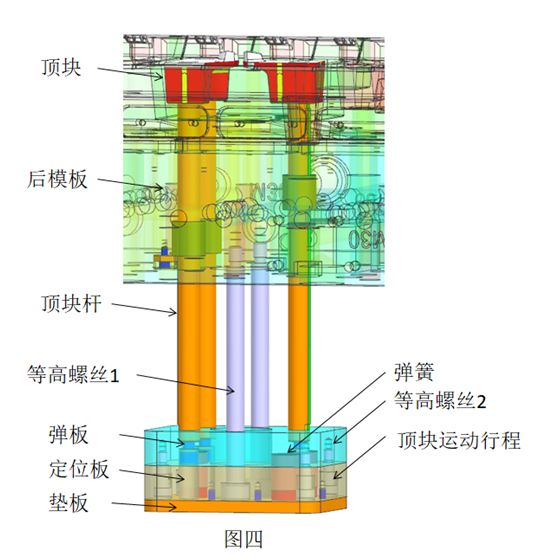
二次顶出结构如图四所示,合模状态通过顶针板压弹板正面将弹板压回,实现顶块复位。顶块的精确定位通过顶针板与热流道板实现。开模后顶针板向前运动,弹板在弹簧的驱动下推动弹块顶出,此时定位板与垫板在热流道板的支撑作用下不动。
弹板运动至等高螺丝2限位处后,产品在其他顶出结构的作用下继续向前运动,此时二次顶出结构的筋位会拉着二次顶出结构脱离热流道板。等高螺丝1与垫板之间的间隙为装配预留防干涉空隙。当二次顶出结构脱离热流道板后,垫板将与等高螺丝接触。垫板与等高螺丝接触后,整个二次顶出结构停止运动,实现二次顶出结构处筋位与二次顶出结构顶块的二次脱模。
为保证模具精度二次顶出结构在热流道板上挖槽配合,热流道板上的槽与定位板垫板之间的间隙不宜过大,以保证导向效果。顶针板与等高螺丝1以及弹板之间的侧面间隙建议做大一些,以避免顶出过程中产生干涉接触。弹簧力与顶块行程根据需要顶出的结构计算确定。
投稿人:逐梦飞扬
本篇是微注塑粉丝原创投稿,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用,否则视为侵权!
如果你也想展示自己的作品,请赶快点击投稿查看投稿详情吧!(注:文章一经采用,稿酬最高可得2000元/篇!请点击投稿了解)。








添加新评论