本文源自江苏联捷
摘要
多股绞合焊丝对传统的焊丝———实心单丝或药芯焊丝产品而言,无论从电弧-熔池特征和熔滴过渡形态,还是焊丝成分设计、制造到焊接工艺的“控形”与“控性”,都得到了全面的提升及拓展,显著地提高了焊接生产效率。因此,多股焊丝的出现,不仅是一种全新理念的新型焊接材料,更是焊接技术走向材料-装备-工艺一体化的重大进步,是当前焊接技术与制造领域的一个创新和跨越。
前 言
多股焊丝是一种新型结构的熔化极焊接材料,其结构的概念在2009年由中国矿业大学高顶教授首先提出[1],并把专利权转让给江苏联捷焊业科技有限公司进行了产业化生产和应用。通过近年来对机理分析与深度研发,引伸出了以“多股复合焊丝”为核心的包含了焊接材料、焊丝结构、捻丝装备、弧焊电源以及特种工艺开发等多项发明专利
相对于传统实心单丝或药芯焊丝产品而言,多股焊丝无论在电弧-熔滴过渡特征以及熔池流动形态方面,还是焊丝产品合金成分设计制造到焊接工艺对熔宽、熔深、堆高的可控性,都得到了全面的提升及拓展,极大地提高了熔化极电弧焊的熔敷效率和接头性能,尤其为当前机器人、自动化焊接生产的高品质、高效化的紧迫需求提供了一种全新理念的新型焊材产品。
本文对多股焊丝的结构特点、工艺特点、电弧能量分布机理以及适用领域等方面作一简要阐述,为进一步发掘该项发明及其工业化应用的潜在能力,促进这一创新成果的推广和工艺水平提高而继续努力。
结构特点
多股焊丝的突出特点是其结构的可设计性,能根据焊接对象的需要实现“量身定做”。多股焊丝的结构设计要素主要有6个方面,即多丝的直径选择、中心与外围丝的分配、焊丝的成分调控、焊丝捻距、绞合方向及焊丝组合数的确定。图1是多股焊丝的结构示例,可见该类焊丝经不同组合设计能获得巨大的工艺与性能空间。图2是多股焊丝组合示意图,其原理是实心焊丝与药芯焊丝的定量搭配。
采用各种结构和各种材料的组合,多股焊丝与传统的单丝相比,其优势有以下3个方面:
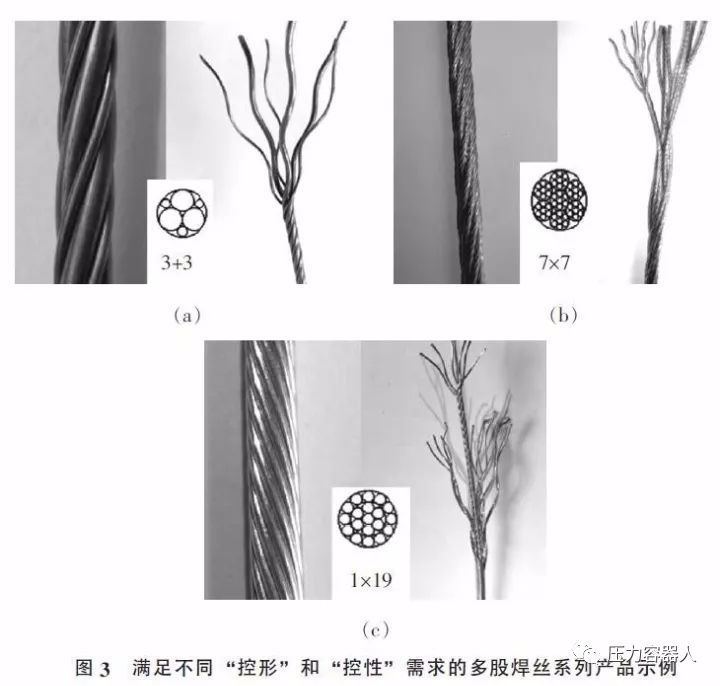
(1)能够通过焊丝直径、分布和捻距的设计而实现了焊缝熔深和熔宽的可控。根据电弧的导电机理,对于作为电极的焊丝,采取减少斑点阻力,约束电弧的“自由膨胀”,强化电弧中心区域的“洛伦兹”电磁合力等措施,使多丝结构发挥出“可调控”的优势,如图3所示。
(2)由于多丝结构,能根据需要改变某一丝的成分或通过组合药芯焊丝,对焊缝成分作出调整,而传统的单丝如需改变成分则要通过熔炼来完成。多丝结构的这一特点为解决特殊工艺或性能要求提供了快捷有效的途径。
(3)不同直径焊丝的组合和直径搭配,能充分利用焊接电弧的能量。较细的“辅助”焊丝具有“热丝填充”的效果。从而使熔敷效率提高、热输入减小,尤其适合大规范、高填充、高速度的自动化焊接生产。而传统的单丝,当其直径加大后能耗增大,并导致实际操作中可盘绕性、可送丝性变差。
工艺特点
多股焊丝的结构特点决定了其工艺效果的形式多样化、可调控性强等特点。
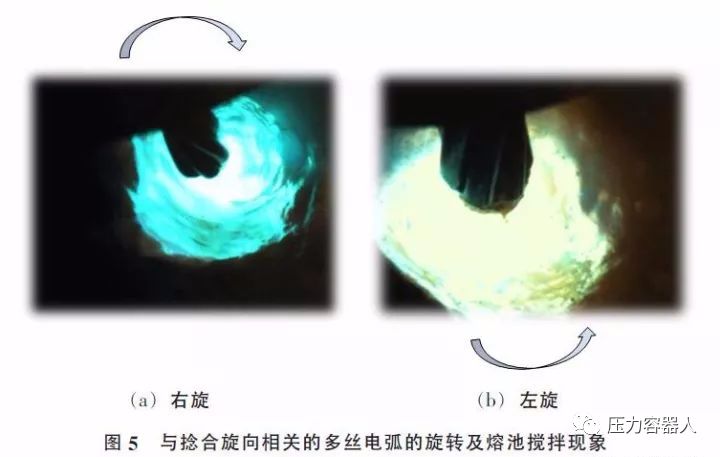
(1)多股焊丝是由多根外围单丝围绕中心丝呈螺旋状捻合而成,外部形态为麻花状,捻距如图4所示,根据焊接工艺及焊接材料特性分为左捻和右捻。在焊接过程中,多股焊丝的快速送丝焊接熔池自动旋转形成螺旋弧,起到对熔池的实时搅拌作用,有利于焊缝结晶的细化和焊缝内气体的逸出。根据不同材料与焊接工艺的要求,由多股焊丝的结构、捻距、绞合方向等参数来确定电弧的旋转方向、旋转频率、旋转幅度以及焊缝的熔深和熔宽。
(2)多丝电弧的旋转
是由机械和电磁两方面作用的结果,即:一方面是由于焊丝送进时捻合旋向对电弧的机械旋转作用;另一方面是多股焊丝端多导电通道对熔池阴极斑点的交替作用,使电磁力、等离子流力对熔池作用的位置形成有规律的改变,加强了对熔池金属的搅拌,并抑制了斑点力对熔滴过渡的阻碍,有利于熔滴的均匀过渡,形成几乎无飞溅的焊接过程。
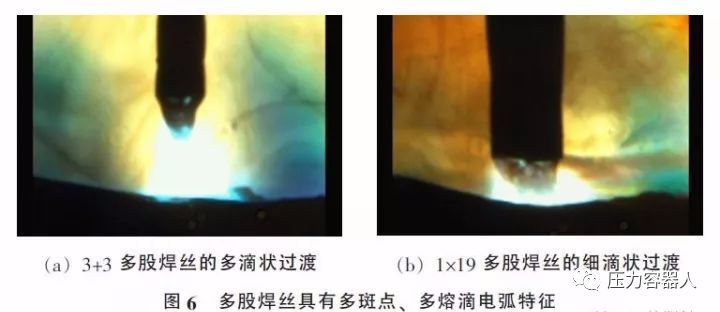
(3)多股焊丝具有多斑点、多熔滴电弧特征。
多斑点的电流导通,减少了熔滴表面局部的斑点压力与熔滴的飘移,从而有利于熔滴的均匀过渡,有利于电弧过程的稳定,尤其在高速焊接条件下,具有独特的优势,如图6所示。
应用实例
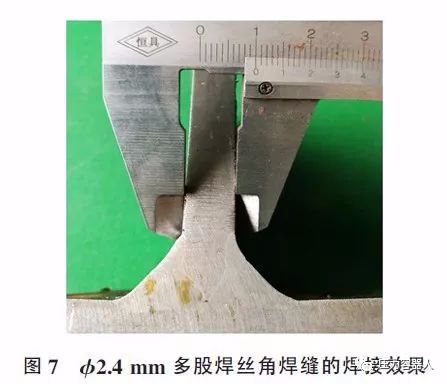
(1)大直径焊丝的MIG/MAG焊。传统的熔化极气保焊选用的焊丝直径一般在1.6 mm或以内,其中一个重要原因是当焊丝直径进一步增大,不仅焊接电流过大,而且电弧稳定性变差,熔滴过渡不均匀,另外,对准2.0 mm或其以上的单丝,其送丝性会受到各种因素的影响。但对于多股焊丝及其电弧机理的特点,能发挥其在结构和工艺的两个优势。图7是采用准2.4 mm多股焊丝单层角焊缝手工焊的效果,焊接电流420 A,电弧电压30 V,焊接速度约280 mm/min。由于熔覆率的显著提高,其热输入当量甚至小于准2.0 mm单丝的。这一实例证明了为该种焊丝在机器人自动化高效焊接的推广应用提供了更大的空间。
(2)堆焊是一种重要的表面改性方法,其工艺特点是要求高熔敷率和低稀释率,广泛应用于石油化工、能源工业领域压力容器、反应器、塔器、换热器等设备。图8是采用不锈钢多丝药芯焊丝气保焊焊接的效果,堆焊时用2把焊枪平行施焊,焊道成形宽为50 mm,熔深2~2.5 mm,堆焊层厚2.5~3 mm,焊接速度260 mm/min,保护气体是纯CO2。与目前较多采用的带极堆焊或与单丝MIG/MAG焊、丝极埋弧焊等工艺相比,具有热输入、熔覆率高、堆焊金属化学成分均匀、组织和性能优良等优点,尤其是使堆焊成本显著降低,仅为目前同宽度带极堆焊总成本的20%左右,具有极好的应用和推广前景。
结 论
(1)多股焊丝是把单丝绞捻成螺旋形多股丝,能通过对多股结构的设计,提供多种新的焊接工艺效果,促进了对传统的焊接材料与工艺的更新换代。目前的产品包括:气体保护实心多股焊丝、气体保护多股药芯焊丝、多股药芯自保护焊丝、多股埋弧焊焊丝、混合材料的多股绞合焊丝等。
(2)多股绞合焊丝的应用范围和行业包括:钢结构、管道、造船、锅炉压力容器、重工、工程机械、煤机、耐磨堆焊及海工石油等行业,其效益的提升表现为:多股焊丝在同等焊接工艺要求条件下,替代传统的埋弧焊等工艺,实现了焊接生产效率的提升,热输入减小,适应了机器人或自动化焊接的高效化需求,并促进了弧焊技术走向“控形”和“控性”的新阶段。


 有些娱乐项目比较危险
有些娱乐项目比较危险



 事情经过
事情经过
添加新评论